









尿素全自动包装码垛设备的工作流程是什么?
来源:本站时间:2021/2/1 14:13:25

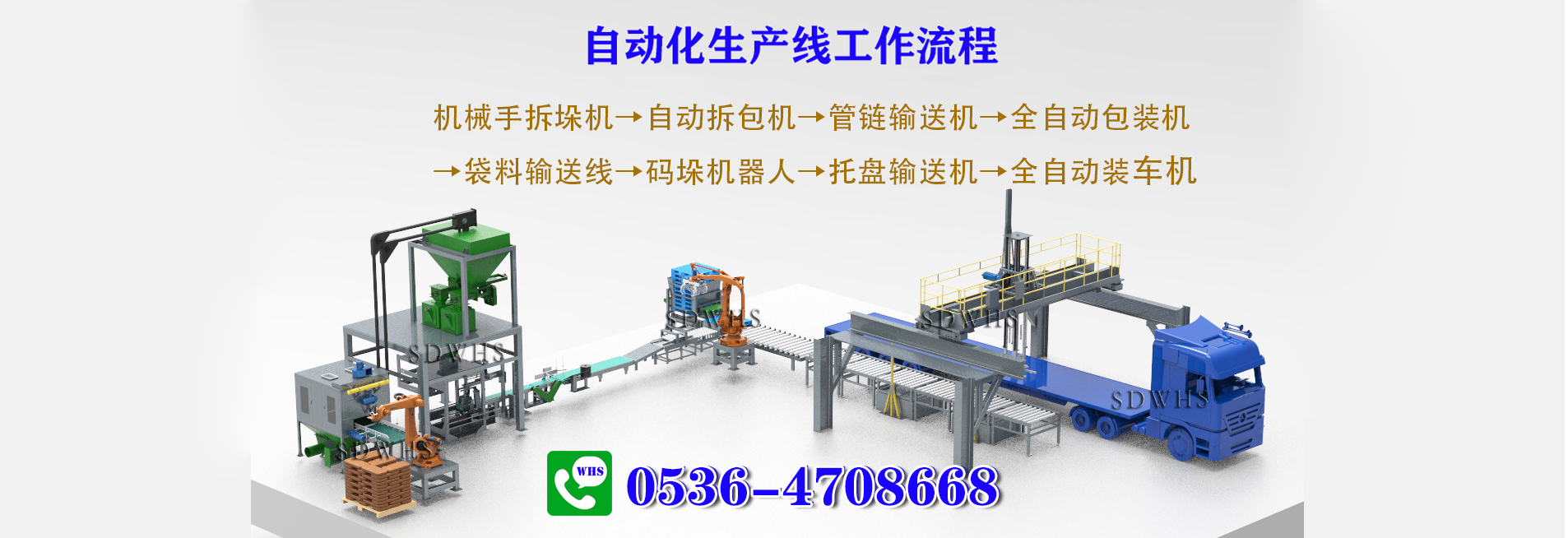
通过气力输送系统将物料输送至暂存料仓中(料仓容积可自订大小),通过料位感应器感应,当料仓没料时,所有设备不工作;当有料时,感应器反馈信号给包装秤,包装秤开始自动称重,与此同时,自动上袋机也开始自动上袋,当袋口被套在包装秤夹袋器上时,包装秤秤斗开始放料,动作完成后,上袋机抱袋装置通过皮带输送将料袋送至缝包机中,并开始缝包工作,当动作完成后,料袋随皮带输送机送至倒带整形机中,在料袋送至倒袋整形之前并完成自动喷码工作,倒袋整型机会先将立着的料袋打倒并旋转90度,随后通过整形压滚将包装不均匀的物料压平,并输送至重量检测机和金属检测机中,当检测好后,通过剔除机时,不合格的产品将会被剔除,合格的产品将通过提升输送机送至抓取段输送机中,与此同时,需人工从托盘库中将空托盘送至输送机上,当料袋和托盘准备就位时,机器人开始抓取料袋并码垛,当码垛完成时,输送机将堆码送至在线缠绕机上,并完成缠绕工作,并继续下一批包装堆码工作。